What is Anodizing Aluminum Enclosure?
When making a aluminum enclosure ,it including making drawing,mechnical processing (cutting raw material,chamfer,tapping,polishing)
surface treatment(polish&anodizing),packing etc.
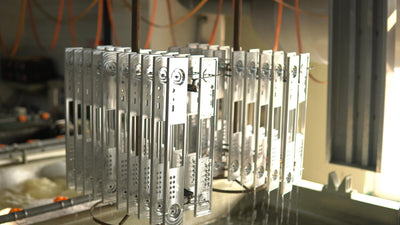
Today we are talking about anodizing processing when making extruded aluminum enclosure.
Oxidation principle: the process of electrifying the aluminum alloy as the anode and the electrolyte as the cathode, and gradually forming an oxide film on the surface of the aluminum alloy under the action of electrons
Several factors that affect the formation of oxide film: material, current, temperature, concentration, time, these five are the key factors that directly determine the final quality of oxide film
The main component of the oxide film is aluminum oxide, which is a honeycomb-like microporous structure, which can adsorb dye molecules in the pores, which is the principle of coloring.
Features of oxide film: high hardness, corrosion resistance, insulation, dyeable.
The whole oxidation is divided into four parts: pre-treatment, oxidation, dyeing and post-treatment.
Pre-treatment: degreasing, water washing, alkali etching (removing oxide film), chemical polishing (increasing brightness)
Oxidation: As mentioned above
Dyeing: divided into adsorption coloring and electrolytic coloring. Adsorptive coloring is divided into monochrome and color-matching. The dye molecules penetrate into the micropores of the oxide film, and the dye will undergo electronic energy level transitions under the action of strong wavelengths such as ultraviolet rays, thereby changing the color system and causing substantial fading. or discoloration. Electrolytic coloring requires electricity, not the dye used, but the electrolyte, which will not fade.
Post-treatment: Mainly sealing, sealing is a process in which alumina reacts with water and other additives to form a gel state object and fill in the micropores of the oxide film.

Three grades of oxidation, passivation, anodizing, hard oxidation.
Passivation is also conductive oxidation, which does not require electricity and is not an electrochemical reaction. The oxide film is generally 1 to 3 microns. A layer of oxide film is formed by soaking aluminum alloy in strong oxidizing agent. This layer of oxide film is very thin, so it can conduct electricity. In the same way, aluminum alloy itself will form an oxide film in the natural environment, which is a reaction with oxygen, and this oxide film is thinner. Passivation cannot be dyed because the oxide film does not have the conditions for dyeing. The only thing that will do is conductive yellow, a light color with very small dye molecules.
It is our conventional process, the oxide film is 5-20 microns. Different products require different oxide film thicknesses. The thicker the oxide film, the higher the hardness, the better the corrosion resistance, and the worse the dyeing performance.
Our silver-white oxide film is generally 8-10 microns, and the silver-white oxide film does not need to be dyed, and the oxidation time is 20 minutes.
The black oxide film is generally 15-18 microns, dyed after oxidation, and the oxidation time is 60 minutes.
Only when the oxide film is thick and the pores are deep can enough dye be absorbed, otherwise it will appear black but not black. The color is not deep. Therefore, the cost of dark color is higher than that of light color, mainly due to time and other costs brought by time.
The essence is the same as anodic oxidation, but only by controlling those factors, so that the surface of the aluminum alloy can continuously generate current, and the continuous generation of current can continue to form an oxide film
The hard oxide film is generally 25 to 100 microns. It has high hardness and cannot be dyed. It can only be made in dark colors. The thicker the oxide film, the yellower it is.
The thicker the oxide film, the worse the conductivity, and the lower the current, the oxide film will not be formed, so the voltage needs to be continuously increased
The higher the temperature, the faster the oxide film dissolves, so the temperature should be controlled below 5 degrees Celsius
The higher the concentration, the faster the oxide film dissolves, so the concentration should be controlled
In order to increase the hardness of the oxide film, oxalic acid can be used instead of sulfuric acid.
Atvantage of Anodizing Aluminum Enclosure?
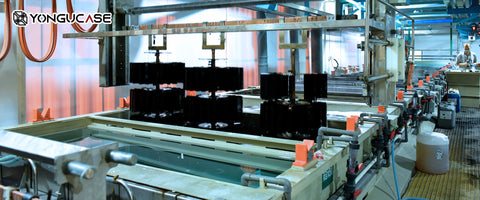
Anodizing is an aluminum surface treatment that improves its resistance to corrosion and wear. It's an electro-chemical process that involves immersing the aluminum enclosure in an acid electrolyte bath while an electric current is passed through it. This results in the formation of a hard, durable, and protective oxide layer on the surface of the enclosure.
Anodizing aluminum enclosures is common in industries that rely on aluminum products such as construction, automotive, and aerospace. This is because aluminum is lightweight, strong, and versatile. However, it can corrode over time when exposed to moisture and other environmental factors. Anodizing helps prevent this by creating a barrier between the aluminum and the environment. This barrier layer is integral to the metal and cannot peel or flake off.
The principle of anodizing aluminum enclosures is simple. The aluminum enclosure serves as the positively charged anode while the acid electrolyte bath is the negatively charged cathode. A direct current is passed through the electrolyte, which causes oxidation to occur at the enclosure's surface. The aluminum oxide that forms is hard, durable, and adherent.
One of the main benefits of anodizing aluminum enclosures is its increased corrosion resistance. Because the oxide layer is integral to the metal, it prevents pitting and other forms of corrosion that can weaken the metal and compromise its integrity. Anodizing also improves the surface hardness and abrasion resistance of aluminum enclosures.
In summary, anodizing aluminum enclosures is an effective way to protect aluminum products from corrosion and wear. It improves the metal's durability, hardness, and surface finish. By creating a barrier between the aluminum and the environment, anodizing helps extend the product's lifespan and reduce maintenance costs.
Anodizing aluminum is a surface treatment process that involves the use of anodic oxidation to increase the thickness of the natural oxide layer on the metal surface. This process is done to improve the surface properties of aluminum, such as durability, corrosion resistance, and aesthetic appeal.
The anodizing aluminum process involves immersing the aluminum product into an electrolyte solution and applying an electrical current. Through this process, the aluminum surface integrates with the solution. The result is a thicker and stronger oxide layer, which provides an excellent barrier against external elements.
Anodizing aluminum enclosure is a surface treatment process that involves creating a protective layer on the surface of an aluminum enclosure. The process involves immersing the aluminum enclosure in an electrolytic solution and passing a current through it.
During the process, the aluminum surface combines with oxygen to produce aluminum oxide, which forms a hard protective layer that is resistant to corrosion and damage from external factors like moisture, heat, and chemicals. The thickness of the anodized layer can be varied depending on the required application.
Anodizing is a popular surface treatment process for aluminum enclosures due to its excellent corrosion resistance and high durability. It is widely used in various industries, including automotive, aerospace, electronics, and construction.